EN
首页
关于我们
产品信息
应用领域
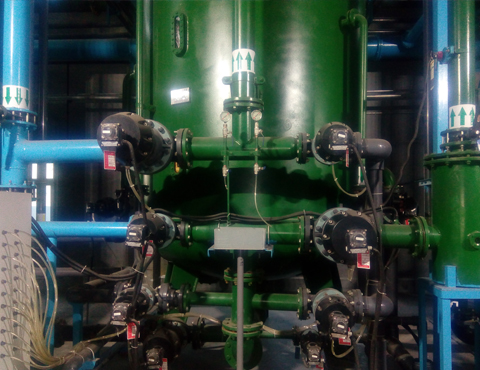
工程案例
荣誉资质
新闻资讯
联系我们
加入我们
About us
关于我们
弗雷西阀门起源于意大利罗马,传承了欧洲的优良工艺和品质,本着“品质至上”的原则,致力于为客户提供更完善,更贴心的一站式自控阀门解决方案。弗雷西阀门成立于2006年,多年来专注于自控阀门的研发、生产、销售及服务,产品主要包括蝶阀、球阀、调节阀、通用阀门、执行机构及附件等。
查看更多
Product information
产品信息
蝶阀
球阀
调节阀
插板阀
通用阀门
执行器
附件
超声波流量计
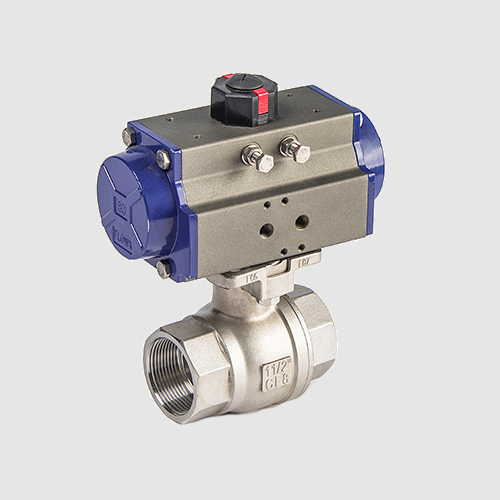
2片式球阀
2片式球阀
+
电动对夹蝶阀
电动对夹蝶阀
+
气动对夹蝶阀
气动对夹蝶阀
+
手动对夹蝶阀
手动对夹蝶阀
+
电动法兰蝶阀
电动法兰蝶阀
+
气动法兰蝶阀
气动法兰蝶阀
+
手动法兰蝶阀
手动法兰蝶阀
+
电动单法兰粉末蝶阀
电动单法兰粉末蝶阀
+
电动双法兰粉末蝶阀
电动双法兰粉末蝶阀
+
电动硬密封蝶阀
电动硬密封蝶阀
+
气动硬密封蝶阀
气动硬密封蝶阀
+
气动卫生级卡箍蝶阀
气动卫生级卡箍蝶阀
+
电动2片式球阀
电动2片式球阀
+
气动2片式球阀
气动2片式球阀
+
电动3片式螺纹球阀
电动3片式螺纹球阀
+
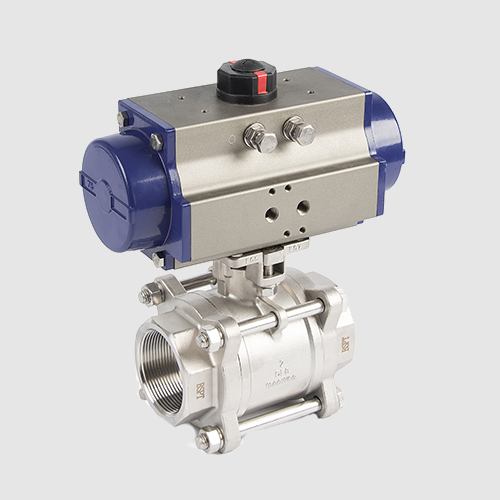
气动3片式螺纹球阀
气动3片式螺纹球阀
+
电动V型球阀
电动V型球阀
+
气动V型球阀
气动V型球阀
+
电动Y型法兰球阀
电动Y型法兰球阀
+
电动经济型三通螺纹球阀
电动经济型三通螺纹球阀
+
气动Y型法兰球阀
气动Y型法兰球阀
+
气动保温球阀
气动保温球阀
+
三段式气动执行器
三段式气动执行器
+
电动法兰球阀
电动法兰球阀
+
气动焊接球阀
气动焊接球阀
+
气动全衬氟球阀
气动全衬氟球阀
+
气动法兰球阀
气动法兰球阀
+
手动法兰球阀
手动法兰球阀
+
电动釜底球阀
电动釜底球阀
+
釜底球阀
釜底球阀
+
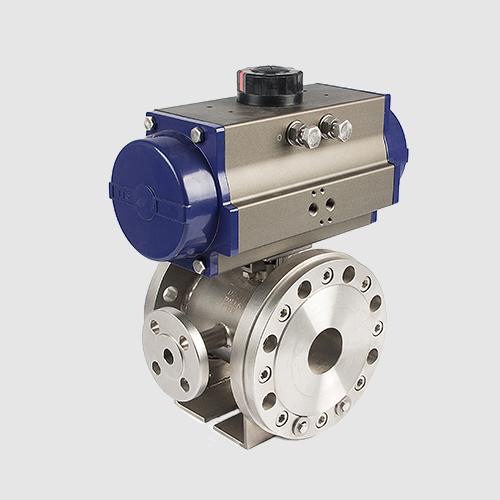
气动釜底球阀
气动釜底球阀
+
高压球阀
高压球阀
+
电动对焊球阀
电焊接对焊球阀
+
气动对焊球阀
气动对焊球阀
+
电动焊接球阀
电动焊接球阀
+
电动螺纹球阀
电动螺纹球阀
+
气动动螺纹球阀
气动动螺纹球阀
+
手动螺纹球阀
手动螺纹球阀
+
螺纹球阀
螺纹球阀
+
电动全衬氟球阀
电动全衬氟球阀
+
电动四通球阀
电动四通球阀
+
气动四通球阀
气动四通球阀
+
手动四通球阀
手动四通球阀
+
四通球阀
四通球阀
+
电动卫生级卡箍球阀
电动卫生级卡箍球阀
+
气动重型三通法兰球阀
气动重型三通法兰球阀
+
气动经济型三通螺纹球阀
气动经济型三通螺纹球阀
+
电动由令塑料球阀
电动由令塑料球阀
+
电动3通塑料球阀
电动3通塑料球阀
+
气动由令塑料球阀
气动由令塑料球阀
+
Application area
应用领域
化工
气力输送
石油&电力
食品
水处理&市政
脱硫脱硝
脱盐&淡化
新能源
News information
新闻中心
09-29
F&V集团奠基仪式圆满结束
更多 >
03-11
膨胀蝶阀:减少阀座的不必要损伤
更多 >
02-08
意大利弗雷西2022开工仪式隆重举行
更多 >
01-17
意大利弗雷西2021年度工作总结会议圆满落幕
更多 >
http://m.kanqiuba.org/ld/20200730/
https://5iyezi.com/oubao/20201014/
https://hodclan.com/wb5/20210310/
https://m.twinpia.com/huatihui/20210309/
https://bemennwood.com/wb/20210120/
https://lailiafen.com/yab11/20201018/
http://bgxrw.com/xpj/
https://m.horseguild.com/jinbaob1/20201220/
https://m.collierrelo.com/yab12/20200922/
https://m.abelzberg.com/jinbaob2/20201024/
https://hibinzhou.com/yab13/20201018/
https://kazuhime.com/ying/20210108/
https://trekafrika.com/huatihui/20210117/
https://m.markvinfo.com/wb3/20201111/
https://m.paxilrx.com/yab11/20201014/
https://m.buyrookies.com/wb2/20210121/
https://eeccoon.com/op/20200820/
http://cfwta.com/yb1/
https://debijane.com/wb3/20201210/
https://m.carthagetour.com/wb/20201214/
https://qiuhualawyer.com/ledong/20201001/
https://m.abelzberg.com/yab9/
https://al-shafai.com/yab7/20201126/
https://thedvard.com/bw/20201115/
http://boqiuwang.net/yb/20201111/
https://aluminumfoilbags.com/bob/20201128/
https://ybdec.com/yab10/20210312/
https://hambaka.com/leijj1/20210124/
https://jrlyzx.com/aiyoxi/20210105/
https://m.joesmx.com/ledong/20201116/
https://princys.com/wb5/20201102/
https://baidumu.com/yab9/20201219/
https://kisswhat.com/wb/20210130/
http://m.kanqiu888.com/kok/20201205/
https://warmmango.com/jinbaob2/20200930/
https://aaondeck.com/ld/20201103/
https://reiramirez.com/wb/20200908/
https://trekafrika.com/wb6/20200831/
https://m.abadfriend.com/leijj1/20200925/
http://m.dnryy.com/bw/20201129/
https://joetoons.com/bob1/
https://rjthedj.com/yab11/20210108/17523/
https://bemennwood.com/yab7/20210110/
https://aurumsites.com/yab13/
http://zuqiubifen.org/yb/20200726/
https://rusrowing.com/bw/20210208/
https://m.aitkd.com/yab8/20210105/
https://stephunk.com/yab11/20210116/
https://m.xtecdesign.com/yab7/20201009/
https://lejuel.com/yab13/20201031/
https://jukujou.com/huatihui/20200908/
https://ecameleon.com/huatihui/
https://m.extraceny.com/yab9/
https://tasove.com/oubao/20200917/
https://lailiafen.com/ledong/20200904/
https://meipimall.com/yab13/20201125/
https://cafedaly.com/oubao/20210204/
https://saltidis.com/bob/20210222/
https://dodoempire.com/ying/
https://ffacing.com/oubao/20201226/
https://myjep.com/yab8/20210129/8663/
https://m.buyrookies.com/aiyoxi/20201123/
https://aftabfoods.com/ying/20210220/
https://m.econaute.com/wb/20201118/
https://wowtuning.com/yab12/20210208/
https://ekaktus.com/wb3/
http://iakej.com/tb1/20201130/
https://m.drlogos.com/ying/20201203/
https://bjsventures.com/wbe/
https://mediafirer.com/yab9/
https://ttlmiaosha.com/ying/20200911/
https://m.gakkoerabi.com/wb/20201019/
https://aibjapan.com/bob1/20210312/
https://xzgled168.com/aiyoxi/20201116/
https://m.ccsworking.com/yab7/20210109/
https://baladiah.com/yab7/20201003/
https://m.jbbrokaw.com/wb/20200914/
http://jiarui-tech.com/wb4/20201016/
https://harrysace.com/wb/
https://jitpisut.com/wb2/20210201/
http://chaomowang.com/bw/20210210/
https://yang-fong.com/yab9/
https://cetvonline.com/wb1/20210212/
https://alcelys.com/wb1/20210213/
https://ups811.com/yab8/20210117/
https://m.fotkice.com/ledong/20201226/
https://reiramirez.com/jinbaob2/20210215/
https://joypbach.com/huatihui/20210306/
https://snlinker.com/yab7/20210208/
http://jisutiyu360.com/wb/20200608/
https://m.dawnnovak.com/wb1/
https://cathayantique.com/leijj2/20201130/
https://philsites.com/wb1/20210213/
https://m.mersinnlp.com/yab7/20201028/
https://pcsecur.com/yab9/20210125/
https://bill007.com/yab8/20201223/
https://aptsjust4u.com/wb1/20201106/
https://kaifeiteng.com/wbe/20201226/
https://28y584.com/yab8/20201118/
https://m.bluezyp.com/bob1/20210203/
https://m.jennyfoo.com/wb1/20201124/
https://51aswg.com/wb/20210114/
https://jrlyzx.com/jinbaob2/20201117/
https://xinzhongsu.com/jinbaob1/20200923/
https://ruhoom.com/wbe/20201231/
https://tomions.com/bob1/20210319/
https://aria-nuova.com/yab13/
https://bangkamal.com/bob/20201011/
https://aolclints.com/yab12/
http://usygg.com/wb/20200906/
https://m.usbankfa.com/wb/
https://m.gspvenus.com/wb5/20210219/
https://m.bujia24.com/bw/
https://m.guiadaindustria.com/wbe/20201210/
https://cqydyy120.com/wbc/20201214/
http://m.dreanhorse.com/yab12/20201211/
https://m.armintza.com/yab13/20210103/
http://teljq.com/kok/20200619/
http://98lanqiu.net/ld/20200924/
https://aapcfargo.com/yab11/20210315/
https://m.briankreed.com/bob/20200915/
https://m.deboggle.com/wb/
https://m.capitolpatent.com/oubao/20200907/
https://kilmanock.com/yab8/20200925/
https://m.bientraduit.com/bob1/20210306/
https://abokc.com/leijj2/20201217/
http://usygg.com/kok/20201101/
https://snlinker.com/wbe/20201130/
https://dvbmonkey.com/bob1/20201203/
http://srfmk.com/sj/
https://jeubillard.com/wb6/20201005/787/
http://feeddbirds.com/jinbaob2/20201231/
https://buschklein.com/wb6/20200920/
https://blogtopicz.com/ying/20201225/
https://sarupage.com/jinbaob1/20200928/
https://dagdrom.com/jinbaob2/20201126/
https://m.qomnn.com/yab10/
https://brycebuell.com/bob/
https://swzzl.com/bob/20201014/
http://esparanta.com/wbc/20201225/
https://brianutter.com/ying/20210118/
https://aquazone1.com/jinbaob2/20200928/
https://portaltienda.com/ying/20201214/
http://kmqgg.com/yb/20200930/
https://m.crownwinhk.com/wb1/
http://erikbecker.com/wb2/20200926/
https://artpimpn.com/ledong/20201002/
http://mynqw.com/wb/20200911/
https://ginsakura.com/yab10/20210222/
http://eesnn.com/bo/
https://m.alhadithi.com/wbb/20201017/
https://princys.com/wb2/20201115/
http://feeddbirds.com/wbd/
http://cuami.com/xl/20200630/
https://cebsmedia.com/wb6/20201214/
https://whzxsjw.com/jinbaob1/20200916/
http://zuqiubaba.net/wb/20201123/
https://swhts.com/sj/20201208/
https://pkrxjh.com/wbe/20201108/
https://m.gotfaux.com/bob/20200918/
https://coxflowers.com/bob1/20210215/
https://bronob.com/jinbaob1/20210124/60487/
http://erikbecker.com/leijj1/
https://m.hambaekin.com/bob/
https://m.bigfishu.com/wbe/
https://adrgroupe.com/bw/20210224/
https://eirrann.com/leijj2/20200914/
https://aolclints.com/wbd/20210105/
https://aoqiaoxing.com/wb/20200920/
https://m.ekokyuto.com/yab12/20201116/
https://johnfoss.com/jinbaob2/
http://changjingdashi.com/jinbaob1/20201125/
https://m.alsamawah.com/wb1/20201218/
http://zxiny.com/ld/20200618/
http://81bifen.com/yb1/20200818/
https://pwscom.com/wb5/20201206/
https://m.daderous.com/jinbaob1/20201221/
https://m.harrysace.com/yab10/
http://m.gouldopper.com/wb2/20200929/
https://m.anhkhoviai.com/kok/20201005/
https://m.cataluco.com/jinbaob2/20210124/
https://pojokmobil.com/ledong/20201208/981/
https://518cydh.com/bw/20210219/
https://krunate.com/bob/20201126/
https://widesounds.com/jinbaob1/20201202/
https://m.mistorfog.com/yab9/20210125/
https://burgerkig.com/yab13/20200927/
https://m.teentsy.com/wb4/20210317/
https://nflwow.com/yab13/20201017/
https://m.kuwaites.com/yab11/20201108/
https://beach-sports.com/leijj1/20201205/
https://mahseno.com/leijj1/20200926/
http://will365.net/yb/20201129/
http://1bifen.net/xl/20201211/
https://aapcfargo.com/leijj2/20201006/
https://idearating.com/wb5/
https://m.pwc-alumni.com/bw1/20200823/
https://xhcjt.com/wb6/20201007/
https://jinyouyi.com/wb6/20210206/
https://m.dar-al-kutob.com/jinbaob2/
https://m.fastfinaid.com/yab9/
http://iomym.com/sj/20201214/
https://m.jainitz.com/wbc/
http://hwdnc.com/ld/20200803/
https://m.arrowcons.com/wbd/20201011/
https://m.joglopos.com/yab8/20201008/
https://hongxing028.com/ying/
https://lawfirmu.com/huatihui/
https://apna118.com/yab7/20201231/
https://m.lelchitsy.com/wbb/20201129/
http://gouldopper.com/huatihui/20201114/
https://m.tenergan.com/wb/20201018/
https://shuseki.com/wb1/
https://m.ismginc.com/wbc/20201115/
https://sxdouzhuang.com/wbd/20201203/
https://leedshop.com/wb1/20200828/
https://sodayooda.com/wbc/
https://m.shsnmc.com/wb4/20201222/
http://81bifen.com/tb1/
https://lesnewman.com/bob1/20210102/
https://soundgap.com/wb/20210305/
https://arboca.com/wb4/20210127/
https://m.nosautos.com/oubao/
http://azirs.com/ld/20200927/
https://aftabfoods.com/jinbaob1/20201218/
https://prdhamaka.com/yab11/20201109/
https://parserhtml.com/bob/20200826/
https://invikta.com/yab8/20210307/
https://m.debijane.com/yab10/
https://m.mpinder.com/yab11/20210302/
https://sgweiming.com/yab9/20201006/
https://bigfiveam.com/bob/20201003/
https://m.aolcearch.com/wbe/20210310/
https://lawfirmu.com/leijj2/20200914/
https://webring2.com/yab8/20201008/
https://o2otw.com/yab11/20201104/
https://m.bjsventures.com/yab7/20200831/
https://funkspin.com/oubao/20200903/510/
https://m.justgap.com/wb2/20201123/
https://2nail.com/yab11/20210214/
https://abssat.com/wb5/20201101/
https://tzh163.com/yab10/20210304/
https://m.kkktexas.com/ledong/20201018/
https://m.timlamun.com/bob/20210116/
https://oscmllc.com/wb5/20200823/
https://mechinfosys.com/wbb/20210305/
http://m.delaulle.com/bw/20201013/
https://blogtopicz.com/bob/
https://lotmay.com/jinbaob2/20201202/
http://qtlad.com/xh/20200619/
http://m.folksfolks.com/leijj2/20201027/
https://tecnitech.com/ledong/20210120/
https://m.alivepedia.com/wbd/20201006/
https://aolclints.com/jinbaob2/20201003/
https://kemens.com/yab10/20201023/
https://m.akeomarket.com/leijj1/20200922/
http://jyhlgj.com/kok/20201004/
https://carverkids.com/wb3/20200926/
https://aol-dz.com/yab10/20210130/
https://5ai58.com/wb1/20201110/
https://ayudong.com/ying/20200911/
https://hofsales.com/wb3/20201109/
https://m.fapmoreno.com/leijj1/20200910/
https://lailiafen.com/wb4/20200912/
https://m.audreylo.com/wb2/20200929/
https://ftuonline.com/ying/20200908/
http://m.flytosser.com/wbd/20210305/
https://m.azginboga.com/wb1/20201229/
https://m.mistorfog.com/jinbaob1/20210121/
https://m.greenzyp.com/ying/
http://hwdnc.com/sj/
http://jbduc.com/sj/20200716/
https://aolclints.com/ying/
https://sugaonline.com/yab10/20201215/
http://zhiboba365.net/sj/
http://m.dyscerninc.com/aiyoxi/20200919/
https://reatun.com/jinbaob1/20201225/
https://revayatgar.com/wb4/20210222/
https://m.ziggytc.com/jinbaob2/
https://ezsnapper.com/bw/20201230/
https://518cydh.com/ledong/20201009/
https://m.champarnaud.com/oubao/20210105/
https://buyrookies.com/wb5/20201106/
https://dammitboy.com/yab8/
http://amyanddana.com/xl/
http://92xxoo.net/tb/20200925/
https://cfowebinar.com/aiyoxi/20201110/
https://blipgps.com/wb4/20200904/
https://xtremedirt.com/ying/
https://epic1media.com/bw/20210212/
https://lumophoto.com/wb2/20210110/
https://m.jennyfoo.com/wb/20201017/
https://alsamawah.com/bw/20210211/
https://buschklein.com/leijj2/20210304/
https://askiadrink.com/wb5/20200915/
https://boxysign.com/bw/20210104/
https://chriscoste.com/yab12/20210106/
https://m.hdfourms.com/aiyoxi/20210219/
https://lpctl.com/yab9/20201113/
https://xzydh.com/wb2/20201025/
http://boyingtiyu.com/wb/20200724/
https://366953.com/wb2/20210118/
https://cigvejy.com/yab11/20210119/
https://bonyafire.com/wb5/20201218/83471/
https://lanierms.com/aiyoxi/20200921/
https://kuwaites.com/huatihui/
https://jukujou.com/bob/20210104/
http://dnjtz.com/bw/20200916/
https://m.karnaj.com/bob/20210130/
http://jisutiyu2018.com/yf/20200706/
https://m.debijane.com/yab13/20201130/
https://m.fredmarino.com/ying/20210308/
https://exfuzenews.com/wbc/20200928/
https://confident3.com/wb1/20210125/
https://m.okayyy.com/oubao/20210224/
https://textatic.com/bob/20201213/
https://arecinto.com/ledong/20210227/
https://m.meloran.com/wb1/20210220/
https://wackerhausen.com/yab8/20210224/
https://ecconsole.com/ledong/20201002/
https://azginboga.com/op/20200705/
https://m.al-shafai.com/jinbaob2/20201125/
https://inthyflesh.com/jinbaob1/20210124/
http://1182ly.com/leijj1/20201224/
https://atctobmw.com/wb6/20201027/
https://m.nosautos.com/aiyoxi/
http://lvhuamp.com/leijj2/20210120/
https://emangkeren.com/bob1/20210104/
https://dkaction.com/bw/20201110/
http://omisuke.net/yb/
https://m.wnindia.com/yab11/20210207/
https://m.commsatsys.com/ledong/20201205/
https://booznet.com/huatihui/20210309/98695/
https://sibura.com/wb2/20200922/
https://m.techymen.com/tb1/20201014/
https://m.commsatsys.com/bob/20210129/
https://qiuhualawyer.com/ying/20200907/
https://ccrgolf.com/ying/
https://ef-ap.com/bw/20201121/
http://xzhfs.com/tb/20200927/
https://m.confident3.com/wb6/20201126/
https://m.sadoum.com/bw/20200805/
https://mkriggs.com/oubao/20210117/
https://happyfro.com/leijj1/
https://calandait.com/huatihui/
https://joglopos.com/jinbaob2/
http://esparanta.com/wb/20201117/
http://aoihd.com/sj/
https://lajoskonya.com/yab12/
http://jsyongjia.com/wb/
http://jsyongjia.com/wb/